一、温度控制系统简介
温度控制系统是一种通过PLC(可编程逻辑控制器)与智能温控表相连,并进行双向、高速的串行通信,实现对温控表进行读写控制,从而控制反应温度的系统。它可以满足现场控制对温度工艺参数的各项要求,实现对温度的精确测量、控制。PLC可以实时读取、写入CD系列智能温控表的数据,并能通过人机界面(触摸屏)实现配方下载和数据显示等功能。
二、温度控制系统的工作原理和结构单元
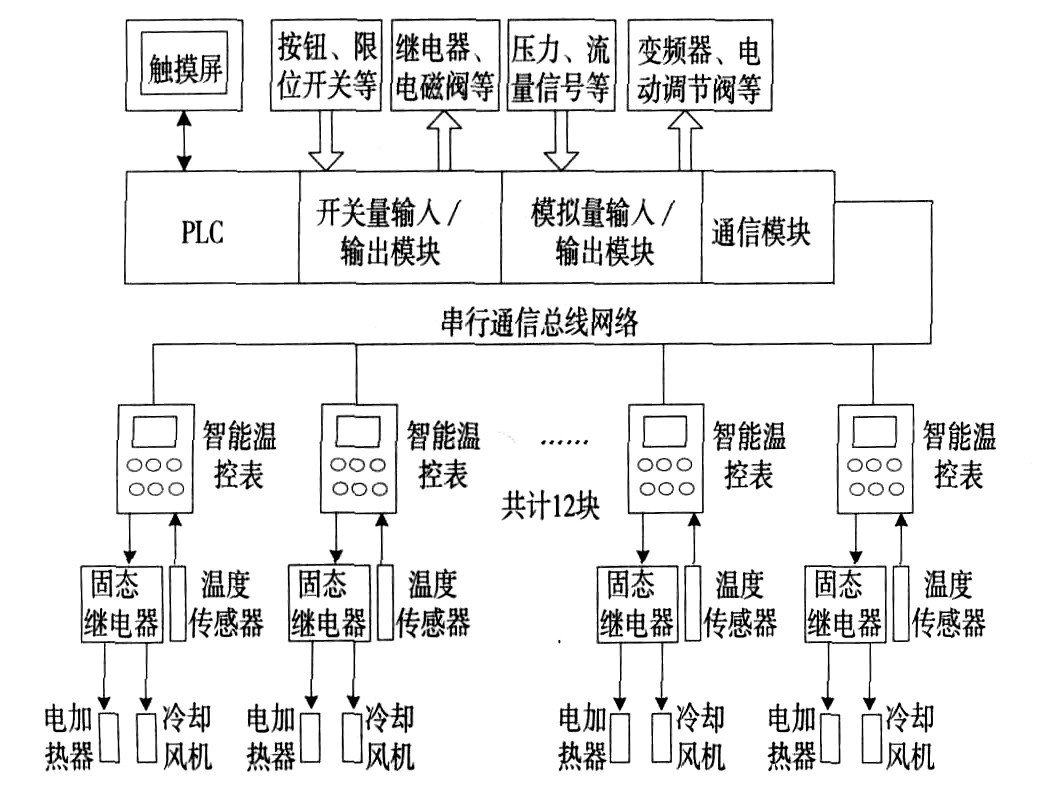
整个挤出机电气控制系统以PLC作为控制核心,通过扩展通信模块与智能温控表进行RS-485串行通信。这样可大大减轻PLC的运行负担,提高其运行效率。像开关量的逻辑控制、顺序控制和压力、流量等其它模拟量信号的采集、处理则仍交给PLC来完成。此外,PLC通过其通信口可连接触摸屏,可以实现人机交互、图形显示、数据处理、报表打印等功能。基于PLC和智能温控表的挤出机控制系统的总体结构如图所示。
PLC的具体结构如下
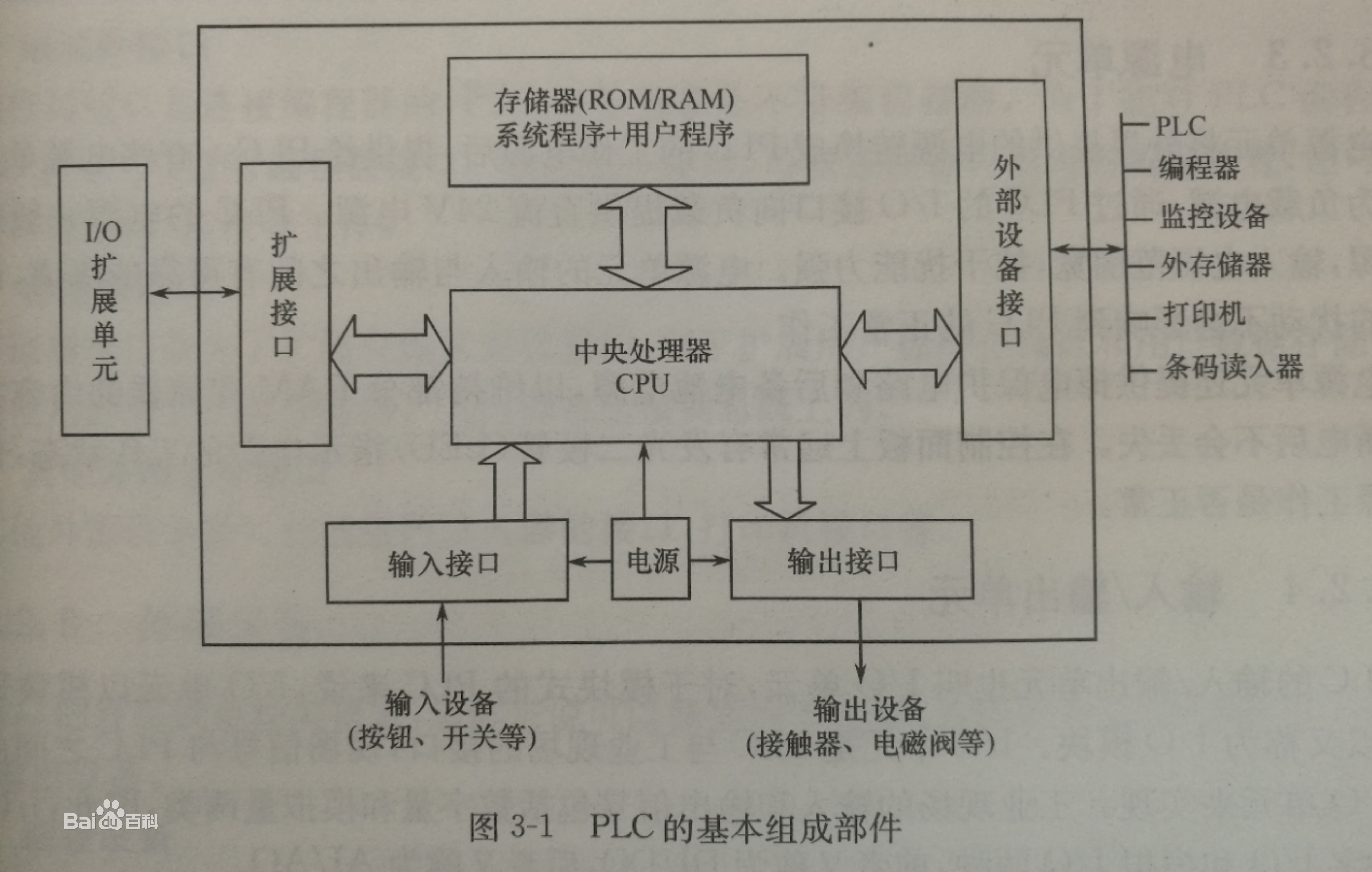
PLC的动力源于置于其中的电源。如图一所示,PLC中外部设备接口连接编程器或触摸屏,输入的指令经中央处理器处理变为电信号;输入设备连接开关;输出设备连接继电器、电磁阀并将信号传送给电路末端的智能温控表。
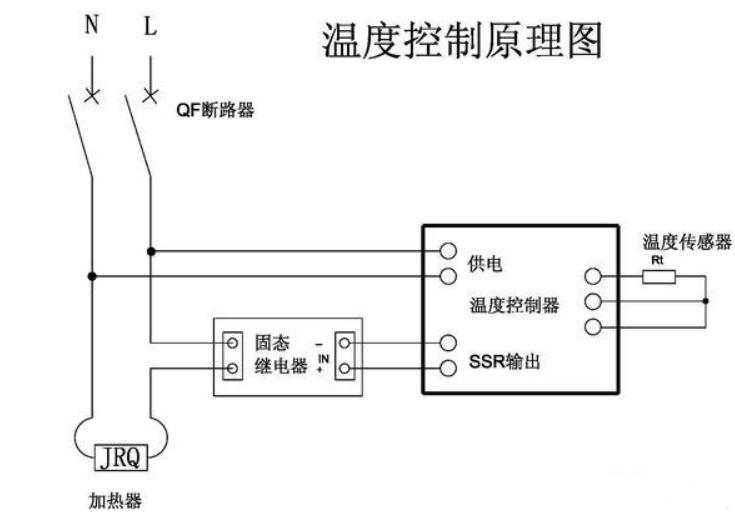
以上为温控表原理图。
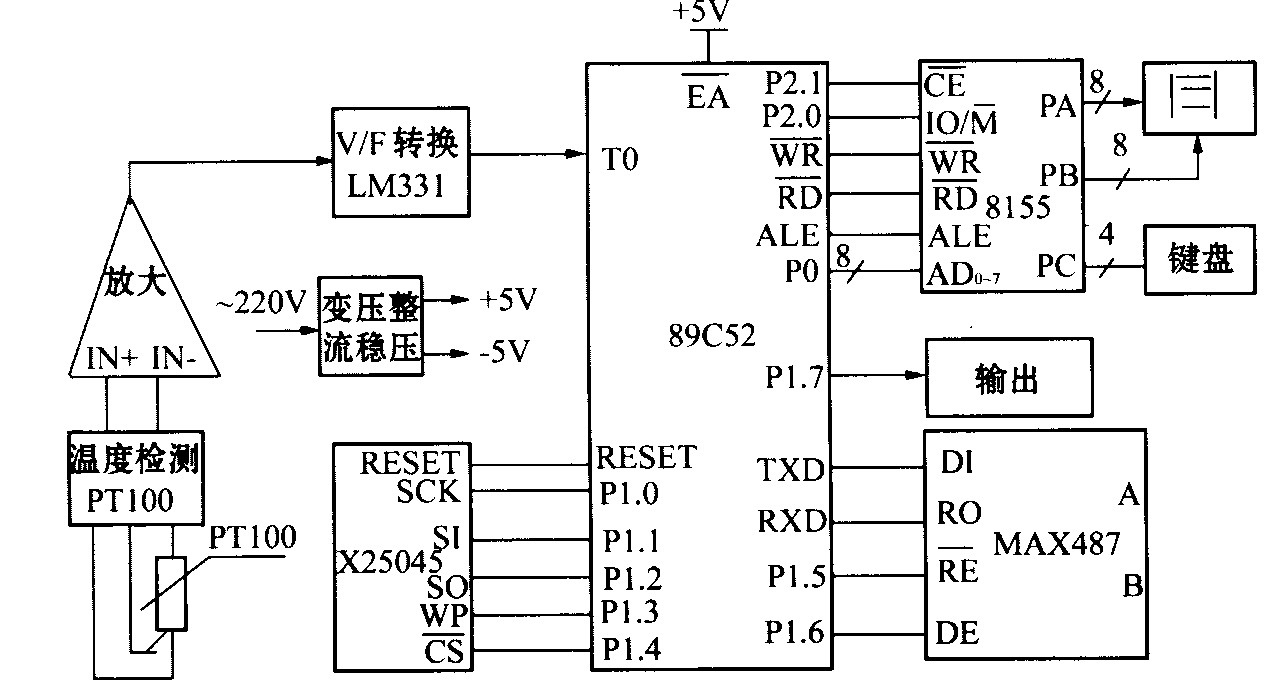
系统接通220V交流电源后, 通过稳压电路 (7805、7905) 产生±5V直流工作电源, 以满足本系统中集成电路工作需要, 系统的遥测电路开始工作:在人员不能进入或不易进入的场合, 通过温度传感器铂电阻PT100及运算放大器OP07将被测温度的变化转换成电压信号, 由LM331进行V/F变换为脉冲信号输入至89C52的T0口进行频率计数, 该计数脉冲频率即反映了所测温度的大小, 系统进行PID运算, 若所测温度与系统设定温度不相符, 根据PID计算结果通过光耦TIL117控制输出电路中的电磁继电器吸合, 进行温度调节的控制, 同时各分机的通讯口MAX487与主机进行数据通讯与传送, 由主机输入参数可进行所有温控表的温度设定。系统所设定的温度数据存储于看门狗芯片X25045中, 同时当检测温度超过设定温度一定值时系统进行报警。本系统采用一片8155作为8位LED数码管及4位键盘的接口, 同时显示系统设定温度及检测温度值, 4位键盘为:位选、增量、减量、功能。
参考资料:[1]吕曙东.基于89C52单片机的具有通讯口的智能温控表[J].电子工程师,2002(06):10-11+14.
[2]张还.基于PLC和智能温控表的塑料挤出机温度控制系统设计[J].工程塑料应用,2010,38(01):76-79.